Welcome to NINGBO DINGDANG NEW MATERIAL TECHNOLOGY CO., LTD.!

Products
- Gas Hose
- cpvc pressure pipes and fittings
- forged flanges
- ppr pipe fittings
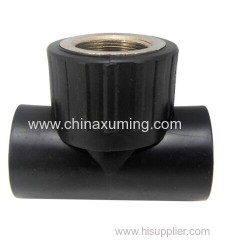
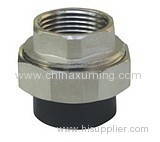
- hdpe pipe fittings
- pp compression fittings
- wood plastic composite
- plastic pipe cutter
- garden tools
- pvc pipe fittings
- plastic pipe welding machine
- brass fittings
- pneumatic components
- sanitary hoses
- spray guns
- abs faucets
- brass bibcocks
- ball valves
- gate valves
- stop valves
- check valves
- fire valves
- garden valves
- boiler drain valves
- sanitary faucets
- Sanitary Ware
- pressure gauge
- others


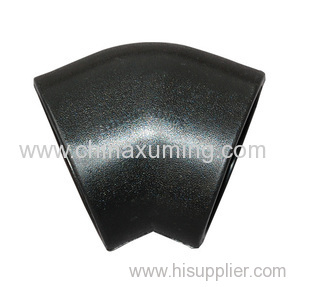
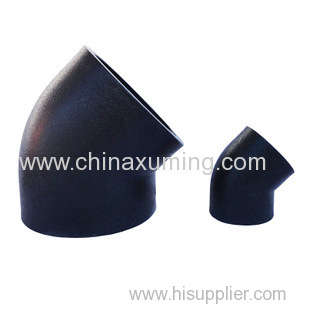

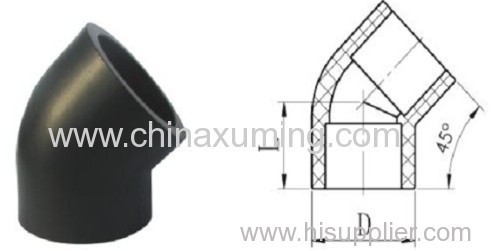
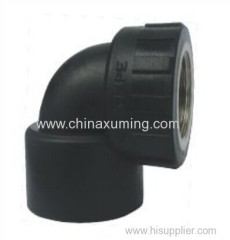
HDPE Socket Fusion 45 Degree Elbow Pipe Fittings
0.04~1.2 USD
Min. Order:
3000 Piece/Pieces
Trade Term:
FOB
Payment Terms:
L/C, T/T
Place of Origin:
Zhejiang, China (Mainland)
Means of Transport:
Ocean, Air
Production Capacity:
300000pcs/month
Packing:
carton
Delivery Date:
45 days
Head Code:
Others
Shape:
Equal
Technics:
Others
Type:
Elbow
Material:
HDPE80 or HDPE100
Connection:
Butt Fusion Injection
Brand Name:
OEM
Working Pressure:
SDR11,SDR17
Working Tempreture:
-40℃~40℃
Specifications:
DN20~DN110
Color:
Black
MOQ:
3000pcs per size
Working Life:
More than 50 years
Export Area:
All over the world
Port of Loading:
Ningbo or Shanghai

- Product Description
- Related Products
- Related Links