Welcome to NINGBO DINGDANG NEW MATERIAL TECHNOLOGY CO., LTD.!

Products
- Gas Hose
- cpvc pressure pipes and fittings
- forged flanges
- ppr pipe fittings
- hdpe pipe fittings
- pp compression fittings
- wood plastic composite
- plastic pipe cutter
- garden tools
- pvc pipe fittings
- plastic pipe welding machine
- brass fittings
- pneumatic components
- sanitary hoses
- spray guns
- abs faucets
- brass bibcocks
- ball valves
- gate valves
- stop valves
- check valves
- fire valves
- garden valves
- boiler drain valves
- sanitary faucets
- Sanitary Ware
- pressure gauge
- others
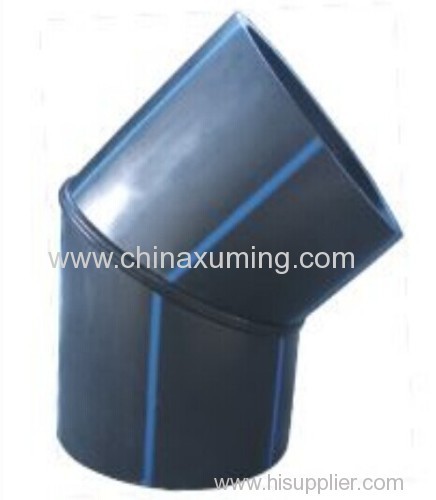

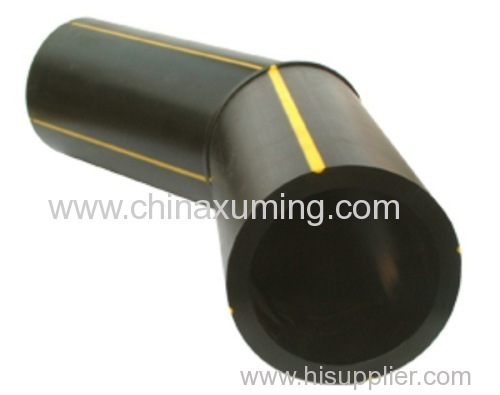


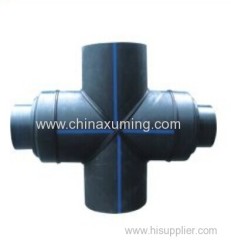
Butt Fusion Welding 45 Degree Elbow HDPE Pipe Fitting
1.0~500.0 USD
Min. Order:
10 Piece/Pieces
Trade Term:
FOB
Payment Terms:
L/C, T/T
Place of Origin:
Zhejiang, China (Mainland)
Means of Transport:
Ocean, Air
Production Capacity:
100000pcs/month
Packing:
Bags
Delivery Date:
45 days
Head Code:
Square
Shape:
Equal
Technics:
Others
Type:
Elbow
Material:
HDPE80 or HDPE100
Connection:
Butt Fusion Welding
Brand Name:
OEM
Working Pressure:
SDR17
Working Tempreture:
-40℃~40℃
Specifications:
DN90-DN1200
Color:
Black
Working Life:
More than 50 years
Export Area:
All over the world
Process:
Butt Fusion Welding

- Product Description
- Related Products
- Related Links
-
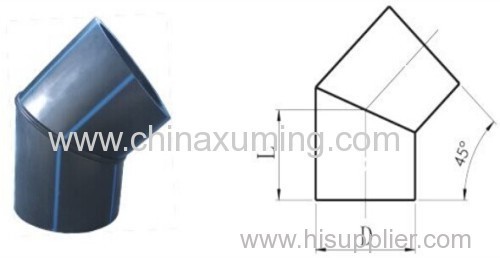
HDPE Butt Fusion Welding 45 Degree Elbow

***Advantages and welding of PE butt fusion welding 45 degree elbow pipe fittings
PE butt fusion welding 45 degree elbow pipe fittings is light, which is more common for partial application pe80 pe100 grade level and two standards , including :
PE80 density of about 0.94 g / cm 3, PE100 density of about 0.96 g / cm 3 ;
Easy thermoplastic - easy to process ( such as injection molding, extrusion molding
Remanufacturing easy recycling
Good resistance to radiation and chemical stability
Good resistance to cold , the temperature can be -40 ℃ to +40ºC
Excellent electrical insulation properties , is not affected by electrolytic corrosion
Malleable - extended break PE80> 700% PE100> 600%
Anti- erosion resistance - 8 times better than steel
Approximately half of the low thermal conductivity of glass
Smooth surface , unlike the role of metal pipes rust easily with oxygen crusts
pe pipe connection into fused pipe connections and fittings connected to melt , the more ordinary side, the other , as well as socket connections, this method is applied to a small size.
1 , fused connection : Follow these steps: First check , and then is cut pipe , pipe fittings joints clean , scrape the oxide layer , connecting the two parts of the tube and pipe fittings , calibration welder , welding parameter adjustment in accordance with the welding voltage, welding Dimensions , electricity, welding, and then finally cooled.
2, the hot melt connection : the inner surface of the pipe surface and the pipe is inserted while the welding is non-rotating die head is heated for a few seconds , then quickly removed and welding device , the heat pipe has a fast vertical insertion tube , packing, cooling to .
3 , socket connections, relatively simple, not elaborate here .

Basic performance of raw materials for pipe fittings
Paramenter Units Requirement Test Value Density kg/m³ ≥930 23ºC Melt flow rate g/10min 0.2~1.4 190ºC,5kg Thermal slaility (OIT) min >20 200ºC Volati lematter content mg/kg ≤350 Moisture content mg/kg ≤300 ASTM D 4019:1994a Carbon black content % 2.0~2.5 Crbon black dispersion grade ≤3 Gas proof components h ≥20 80ºC,2MPa(Hoop stress) Resistance to slow crack growth
(En>5mm)
h 165 80ºC,0.80MPa(Testing pressure)
80ºC,0.92MPa(Testing pressure)
Performance requirement of pipe fittings
NO. Item Requirement Test value 1 20ºC hydrostatic
strength
No damage, no leakage Hoop stress:
PE80 10.0MPa
PE100 12.4MPa
Testing temperature: 20ºC
Testing time: ≥100h
2 80ºC hydrostatic
strength
No damage, no leakage Hoop stress:
PE80 4.50MPa
PE100 5.40MPa
Testing temperature: 80ºC
Testing time: ≥165h
3 80ºC hydrostatic
strength
No damage, no leakage Hoop stress:
PE80 4.50MPa
PE100 5.40MPa
Testing temperature: 80ºC
Testing time: ≥1000h
4 Tensile strength of
butt-fusion
pipe fittings
Test to destruction:
Flexible is good
Testing temperature:23ºC±2ºC 5 Welding strength of
electro-fusion
pipe fittings
Percentage of brittle peel:
≤33.3%
Testing temperature:23ºC±2ºC 6 Oxidation induction
time
>20min 200ºC 7 Melt flow rate Tube melt rate of change not exceeding ±20% of the raw material
190ºC, 5kg